Parcelpostguy, much obliged for your review,
Modern Precision
The fundamental premise underlying the concerns appears to be that unknown historical parameters render the research objectives unattainable. This perspective conflates two distinct engineering challenges: retrospective reconstruction of historical conditions versus prospective development of controlled manufacturing processes based on established materials science principles.
The research explicitly addresses this distinction in its stated objective: "to transform this empirical historical process into a quantifiable manufacturing process on the basis of engineering physics and Statistical Process Control (SPC)." The goal is not to recreate the exact conditions of 19081923 press rooms, but to understand the underlying physical mechanisms that governed dimensional stability and to implement modern controls that ensure predictable outcomes.
Proxy Materials and Validation
The concerns correctly identify that historical paper specifications, moisture content at printing, and atmospheric conditions are unknown variables. The research methodology specifically addresses this uncertainty through a two pronged approach that transforms these unknowns from obstacles into manageable process variables.
Proxy Material Strategy: The research employs the empirically validated Considine & Bobalek LP40 gummed paper coefficients (#945;CD #8776; 97.8×10#8315;#8310;/%RH; #945;MD #8776; 41.3×10#8315;#8310;/%RH) as material proxies. This approach is scientifically sound because these coefficients represent the final product condition, gummed paper, which is the relevant state for both dimensional compensation calculations and long-term archival behaviour. The selection of gummed coefficients accounts for the adhesive's contribution to overall hygroexpansion, avoiding the systematic under-compensation that would result from using ungummed paper parameters.
Validation Framework: Crucially, the methodology mandates empirical process validation through calibration testing on actual production stock. As specified in Section 6.6, "the shrinkage constants must be empirically validated for the specific production paper stock used." This closed-loop feedback system allows real-time optimisation of process parameters and die compensation factors based on measured dimensional response of the specific materials and conditions employed.
Technical Response to Variability Concern
The sources cited in the concerns, Weber & Snyder (1934), VersoCo, and Polygon Group, actually provide strong corroboration for the research methodology rather than contradicting it.
Linear Proportionality Validation: Weber & Snyder's finding that "the percentage of expansion is proportional to the change in moisture content" directly validates the linear hygroexpansion model employed. The research utilises this proportional relationship through both #916;MC and #916;RH frameworks, with the #916;RH approach selected for its direct applicability to published strain data and elimination of moisture content to relative humidity conversion uncertainties.
Anisotropic Response Confirmation: The VersoCo documentation confirms that individual cellulose fibres change dimension with moisture content, with "diameter (width) of the individual fibres" changing "25 times more than their length." This precisely corroborates the quantified anisotropic response where Cross Direction sensitivity exceeds Machine Direction sensitivity by factors of 2.4 to 5, forming the foundation for orientation dependent compensation strategies.
Moisture Sensitivity Acknowledgement: The Polygon Group reference regarding manufacturing variables affecting wet/dry printing responses reinforces rather than undermines the methodology. The research explicitly addresses these concerns through comprehensive environmental controls, including pre-printing conditioning (24 hours to equilibrium moisture content), controlled printing environments (2224°C ± 1°C, 4555%RH ± 3%), and gravimetric moisture content verification to ±0.1% tolerance.
Every major physical assumption and every principal process prescription in the research is supported by the classical, experimentally derived findings compiled in the National Bureau of Standards C455 review by Carson.
1. Hygroscopic mechanism and magnitude
2. Anisotropy (MD vs CD) and directional sensitivity
3. Hysteresis, history dependence and justification for conditioning
4. Use of gummed LP40 proxy and ARH (#916;RH) model choice
5. Quantitative scale of predicted dimensional changes
6. Drying kinetics, irreversible drying set and temperature limits
7. Ink chemistry and process hold times as the practical constraint
8. Measurement, and tolerancing requirements
9. Orientation management / practical mitigation
10. Archival hygroscopic response and long term drift
Engineering Solutions
The transformation from historical "art" to modern science is achieved through systematic application of Statistical Process Control principles that directly address the variability concerns raised.
Environmental Control Implementation: Modern replication eliminates much of the ambient variability that affected historical production through strict environmental specifications. The controlled drying protocol using laminar airflow (0.30.7 m/s) at temperatures below 30°C prevents excessive drying set while ensuring uniform moisture removal, addressing the non-uniform gradients that caused dimensional variability in historical stacked-sheet drying.
Measurement and Feedback Systems: The methodology incorporates precision dimensional measurement (±0.005 mm accuracy) across 1020 positions per sheet, with statistical tracking of mean and standard deviation for both width and height. Control limits of ±0.025 mm from target dimensions provide quantitative criteria for process adjustment, replacing subjective empirical assessment with objective measurement.
Orientation Management Protocol: Recognition that the largest historical registration errors arose from applying Machine Direction compensation to Cross Direction orientations (or vice versa) led to the development of strict orientation management protocols. The calculated dimensional error from orientation misalignment (approximately 0.054 mm) significantly exceeds the process control tolerance, making this a critical process discipline requirement rather than a modelling limitation.
Beyond Manufacturing Uncertainty
The predictive extreme analysis extends the methodology beyond immediate manufacturing concerns to address century-scale archival behaviour. This analysis is independent of unknown historical production parameters because it begins from the measurable post-production contracted baseline and models reversible hygroexpansion responses to specified environmental scenarios.
The five degradation scenarios quantify dimensional and chemical responses under extreme conditions, providing evidence-based guidance for archival storage requirements. The finding that Cross Direction sensitivity remains approximately 2.8 times greater than Machine Direction sensitivity throughout the artefact's lifespan confirms the persistence of anisotropic behaviour and validates long-term dimensional predictions based on established hygroexpansion coefficients.
Fundamental Engineering Challenge
The core engineering question is not whether historical manufacturing parameters can be precisely reconstructed, but whether the dimensional instabilities that characterised historical production can be systematically controlled through predictive compensation and process management.
The evidence demonstrates that the dominant material responses anisotropic hygroexpansion (#916;L = L#8320; × #945; × #916;RH), irreversible drying set, and chemical curing kinetics are governed by fundamental physical principles that transcend specific manufacturing period. The linear relationship between strain and moisture change, confirmed by the concerned own citations, provides the theoretical foundation for predictive compensation through die oversizing by the inverse shrinkage factor: D_die* = D_target × (1 + #949;).
In Summary
The Weber & Snyder proportionality relationship, the VersoCo anisotropic response data, the Polygon Group manufacturing variability documentation and the National Bureau of Standards C455 review by Carson, collectively validate the physical principles underlying the methodology.
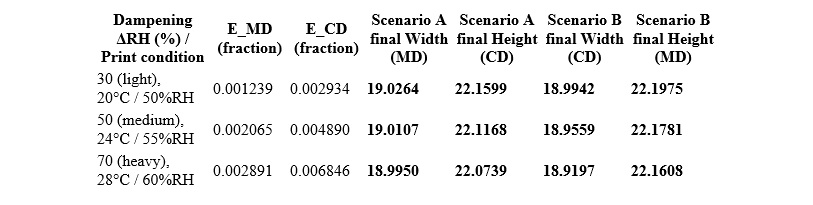
Simulation preconceived in the exhaustive analysis, the attached in the forum are summaries. (ref. pic below)
In every tested dampening case the final dried stamp dimensions are smaller than the die in both Scenario A and Scenario B.
The Cross Direction (CD) produces larger shrinkage than the Machine Direction (MD) for the same dampening level, so orientation matters for final size control.
Heavier dampening (larger #916;RH) increases E and therefore reduces final dried dimensions further.