|
This page may contain links that result in small commissions to keep this free site up and running.

Welcome Guest! Registering and/or logging in will remove the anchor (bottom) ads. It's Free!
To participate in the forum you must log in or register.
| Author |
 Replies: 38 / Views: 2,975 Replies: 38 / Views: 2,975 |
|
|
|
Valued Member
63 Posts |
|
|
Valued Member
63 Posts |
|
|
Valued Member
63 Posts |
|
|
Tiger Dude
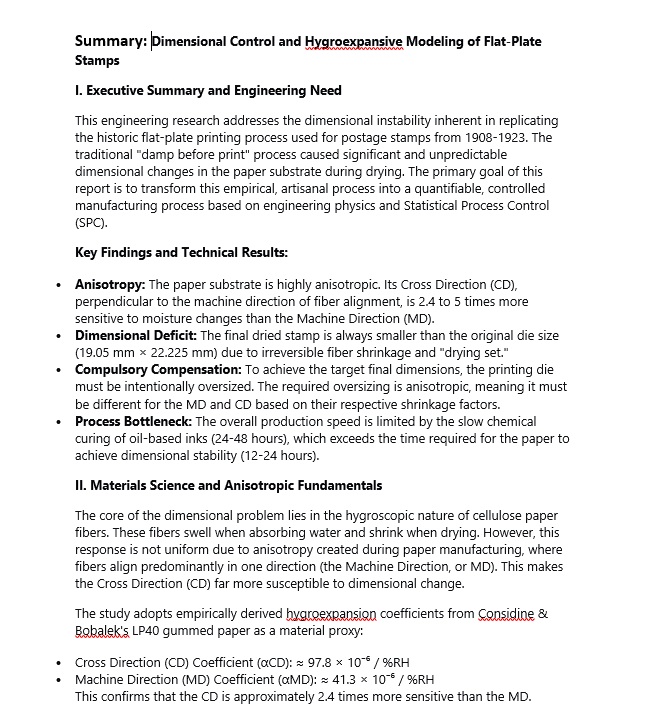
Thank you for your observations regarding the complexity of papermaking and the historical limitations of process control in early production. Your points about the absence of statistical process control (SPC) and the inherent variability of early manufacturing are entirely valid within their historical context. However, the purpose of this study was not to suggest that such control existed at the time, but rather to translate that empirical, experience based process into a modern, physics based manufacturing model.
The paper clearly distinguishes between historical practice and contemporary analytical reconstruction. As detailed in Sections 1.1 and 1.2 (Full Paper Report), the study aims to transform the historical flat plate process into a quantifiable engineering procedure, employing current material science, hygroscopic modelling, and SPC as modern verification tools, not as anachronistic assumptions. The inclusion of SPC serves to establish reproducibility and dimensional consistency within today's controlled replication environments.
While papermaking indeed involves many variables, the governing physics of cellulose fiber anisotropy, hygroscopic expansion, and irreversible drying set are universal and well characterized. The study relies on validated empirical data (Considine & Bobalek LP40 coefficients) to model dimensional change through measurable parameters, rather than historical conjecture. This approach allows for predictive modelling, controlled compensation in plate engraving, and empirical verification through test calibration. In this respect, far from being an exercise in futility, the study provides a structured, scientifically defensible framework that converts historical craftsmanship into repeatable engineering practice.
|
Send note to Staff 
|
|
|
Valued Member
63 Posts |
|
|
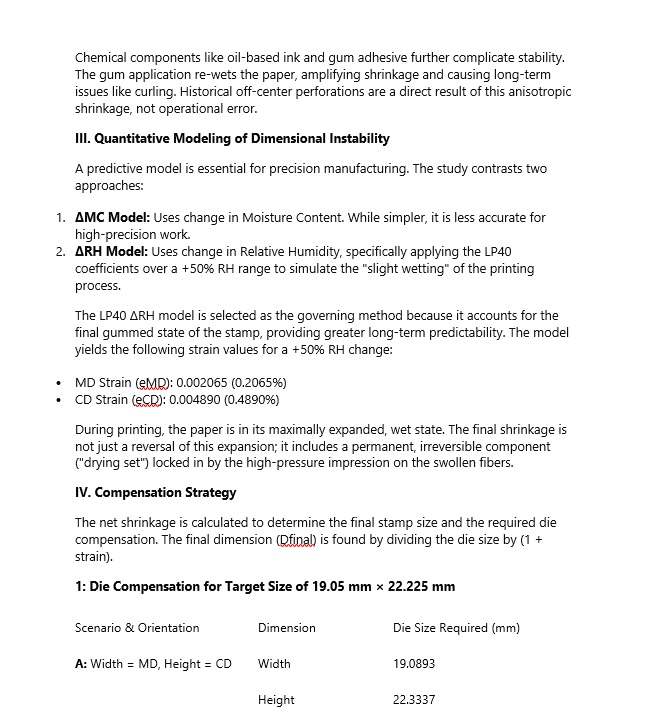
Pjr The six-decimal-place values represent results derived from a mathematical model designed to quantify the precise remodeling of the plate arising from differential stamp shrinkage. The study of the effects associated with recess-printed stamps produced on dampened paper is indeed a subject of considerable interest. Could be more information on this topic found at www.rhodesianstudycircle.org.uk. |
|
Send note to Staff
|
|
|
Valued Member
63 Posts |
|
|
Jayce
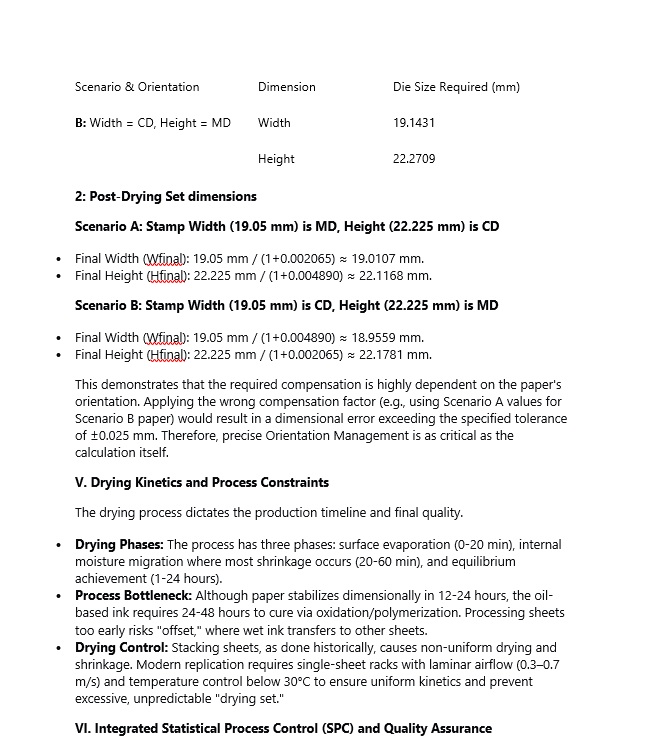
Two scenarios (A and B) represent different fibre orientations in anisotropic paper. In fact, there is a third scenario (C), in which the fibre orientations during production are mixed. This latter case is not included in the paper, as its figuring is based on probability. Nevertheless, the stamp will still shrink and become smaller than the die.
To determine the degree of fibre mixture, the stamp should be physically measured as definitive size, and the computations should be referenced against scenarios (A) and (B).
The plate itself is fixed; what matters is how the paper's machine direction (MD) and cross direction (CD) align with the die.
The plate is made slightly larger to pre-compensate for the known shrinkage, not because more water is desired, but because the moisture-driven contraction must be counterbalanced.
|
|
Send note to Staff
|
| Edited by Am Teck - 10/20/2025 11:27 am |
|
|
Valued Member
63 Posts |
|
|
NSK, Revcollector
Your replies highlight a paramount ramification. I would like a little more time to examine this carefully, and I will get back to you as soon as possible.
|
|
Send note to Staff
|
|
|
Moderator

United States
5097 Posts |
|
|
This topic, just like the other two very, very similar ones, may be locked due to lack of specificity. Is there some goal to posting this? I still don't see the author, the stamp in question (front and back scans), what expertising services have concluded, etc. The reference section, as noted earlier, was very questionable. Anything else we might see?
To me, it just looks like someone spent a huge amount of time and effort to prove that wet paper eventually shrinks. |
|
Send note to Staff
|
|
|
Moderator
United States
5097 Posts |
|
|
I think I now see some sort of purpose to this topic. Maybe the possibility that if certain shrinkage factors are known, and SPC policies are strictly followed, then stamp dimensions, starting today, will be more consistent? Nothing to do with 100 year old stamps, of course. Did I get that right? |
|
Send note to Staff
|
|
|
Valued Member
63 Posts |
|
|
Partime
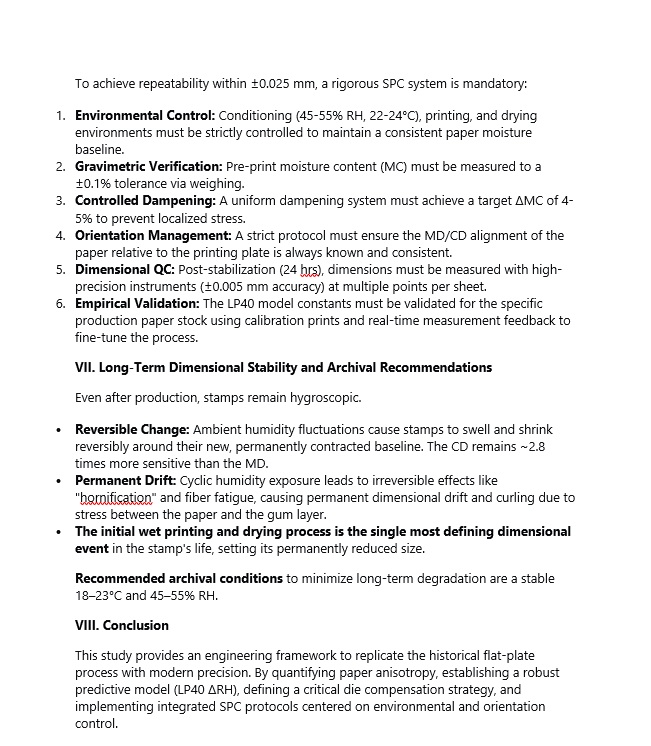
Your interpretation is correct. The purpose of this research is to establish a quantifiable, modern manufacturing framework for dimensional control in flat plate printing. As detailed in the report, the study identifies and models the anisotropic shrinkage factors inherent to the paper substrate, then integrates those parameters into a Statistical Process Control (SPC) system to ensure dimensional near stable repeatability. The central idea is that, once the relevant shrinkage coefficients and compensation factors are empirically validated, consistent stamp dimensions can be achieved in present day production, while the engineering objective is to transform that once empirical art into a predictable, controlled process guided by material science and SPC principles.
Furthermore, beyond your interpretation, from another perspective, the irreversible transformative determined dimensions permit precise calculations of other technical aspects of the stamp.
|
|
Send note to Staff
|
|
|
Pillar Of The Community
Netherlands
6564 Posts |
|
|
No they do not. First of all, this research either has been performed in a controlled environment where the real stamps are not kept, or they have not been performed in a controlled environment and the question remains how big the uncertainty is. Secondly, we are talking about slight variations and nature has yet to invent the first non-stochastical process. And where dimensions are small, the slightest error in measurement becomes relatively large.
It appears you, still, are pushing the kiusalas (all pictures of the gauge I have seen state it is for Canadian stamps only) measurement that you appear to be flogging as a unique find where a stamp was perforated using two perforators of different gauges. Although examples are known for some countries, these, also, have been documented. The question remains what evidence exists to even assume this a possibility rather than an error in measurement or just plain random variation due to the pins used in the perforator not being fixed in place.
The refusal to post full pictures does not help your cause. |
|
Send note to Staff
|
|
|
Valued Member
63 Posts |
|
|
NSK
1. On the Controlled Environment and Uncertainty
Your concern whether the research was conducted in a controlled environment that doesn't reflect real world conditions for stamp preservation, or it was not conducted in a controlled environment: The primary goal is to transform an empirical, historical printing process into a quantifiable, modern manufacturing process. As stated in the introduction, the aim is to move "beyond historical reliance upon expert empirical adjustment to a verifiable, controlled engineering process capable of maintaining modern dimensional precision" To achieve this, a controlled environment is not only desirable but essential. The controlled conditions for various stages of the process, including pre-printing conditioning, printing environment, and drying control are explicitly detailed (Section VI, p. 7).
Your concern about the storage of "real stamps" is a misinterpretation of the study's scope. It is not an archival study on the long term preservation of historical stamps (Still currently working on this task, quite challenging, I had previously asked both Revcollector and yourself to wait for its completion), but a manufacturing process study. The focus is on controlling the production of new stamps to meet precise dimensional targets.
Your concern regarding uncertainty, the paper demonstrates a clear understanding and quantification of uncertainty. It specifies a process control tolerance (Section 4.5, p. 6) and recommends instruments with accuracy for quality control (Section 6.5, p. 8). The use of Statistical Process Control (SPC) is a cornerstone of the proposed methodology, designed specifically to manage and minimize process variability.
2. On Slight Variations and Stochastic Processes
Your concern regarding "slight variations" and that "nature has yet to invent the first non-stochastical process." The inherent variability of the materials and processes involved are acknowledged. For instance, the anisotropic nature of paper and the variability in hygroexpansion coefficients (Section 2.3, p. 2). The aim is not to eliminate stochasticity but to model and control it to achieve a predictable outcome. The use of the Considine & Bobalek LP40 gummed paper experiment as a proxy is a practical approach to dealing with the lack of precise historical data, providing a reliable baseline for the model.
The models presented, such as the Delta MC and Delta RH models for dimensional change (Section 3.2, p. 3), are deterministic engineering models designed to predict the behavior of a stochastic system. The success of such models in countless manufacturing applications demonstrates their utility. The recommendation for a closed loop feedback process, involving printing calibration grids and measuring dimensional change (Section 6.6, p. 8), is a direct method for accounting for and correcting any deviations from the model's predictions, thereby managing the inherent stochasticity of the process.
3. On Measurement Error in Small Dimensions
Your concern that "where dimensions are small, the slightest error in measurement becomes relatively large," is a valid general concern in metrology. However, this challenge is directly addressed through its proposed quality control and measurement protocols: The required precision for measurements are specified, advocating for instruments with an accuracy of ±0.005 mm (Section 6.5, p. 8). This level of precision is well within the capabilities of modern metrology equipment. The establishment of control limits of ±0.025 mm for the final product dimensions (Section 6.5, p. 8) provides a clear and measurable standard for quality.
Furthermore, it recognizes that the most critical factor is not the absolute size of the measurement error but its size relative to the required tolerance. By specifying a measurement accuracy that is five times smaller than the process tolerance (0.005 mm vs. 0.025 mm), it ensures that measurement error will not be a significant contributor to overall process variation. The recommendation to measure 10-20 positions on every sheet (Section 6.5, p. 8) is a standard SPC technique for obtaining a statistically reliable estimate of the mean dimension and its variation, further mitigating the impact of random measurement errors.
4. On Perforation And Refusal To Post Pictures
This topic is unrelated to perforations or the need to post pictures. If your concern regarding this study whether it has an impact on perforations, I will need to carry out a more in depth analysis of the case.
|
|
Send note to Staff
|
| Edited by Am Teck - 10/21/2025 11:07 am |
|
|
Valued Member
United States
137 Posts |
|
|
"If your concern regarding this study whether it has an impact on perforations, I will need to carry out a more in depth analysis of the case."
If you intend to revive flat plate printing, the impact of minute shrinkage on perforations is of utmost concern. Please research and document this fully and report your conclusions. |
|
Send note to Staff
|
|
|
Moderator
United States
5097 Posts |
|
|
Again, I'd have to say that this mathematical evaluation is suited for a going-forward production of stamps. That is to say that if everything is perfectly controlled in every step of the process using Demings SPC methodology (put forward in the 1950's I believe), then each and every stamp produced will fall in a range of +/- 0.035% of the expected average. Note that Deming never said that this would result in 100% perfection. (My 0.035% may be off, sorry.)
Now, does any stamp producing entity really care about 100% perfection? No. So they are willing to produce the occasional error and further hope that these are found before sale to the public. If they are actually sold, oh well.
So what does this have to do with 100 year old stamps made with the production techniques and knowledge of that day? Absolutely nothing.
And I agree, why can't we see a good flat plate scan of the entire stamp?
And, therefore, is there any reason to keep this thread open, or should it be locked so we can concentrate our efforts on the stamps we all collect, warts and all? |
|
Send note to Staff
|
|
|
Valued Member
63 Posts |
|
|
 Building upon the preceding correspondence between Jayce, NSK, and RevCollector, the present study was undertaken to evaluate the environmental behaviour of the stamp issues subsequent to production and to develop corresponding engineering correction recommendations. For prevailing views, technical philately represents a critical domain of inquiry for both philatelists and collectors, as it provides an essential framework for understanding, evaluating, and preserving the physical integrity of philatelic materials. The results of this investigation indicate that physical and chemical deterioration processes exhibit a higher degree of sensitivity and significance relative to dimensional fluctuations. The latter remain within the parameters of the contractual baseline, largely due to the irreversible drying set established during the production phase. This predictive engineering analysis is restricted to flat printed issues. Other production typologies are anticipated to display distinct behavioural parameters under comparable environmental conditions. Extensive preservation studies have been undertaken, and the recommendations formulated herein are applicable exclusively to the issues analysed. In this study, only Scenario (B) was mathematically modelled; Scenario (A) would be expected to yield differing predictive outcomes. Furthermore, partially torn stamps and those affixed to envelopes are likely to exhibit variant mechanical and environmental response behaviours due to altered structural and surface dynamics. PS: I may request that you download the images from the study to obtain higher-resolution versions, as the website's file size limitations may affect image quality and consistency.   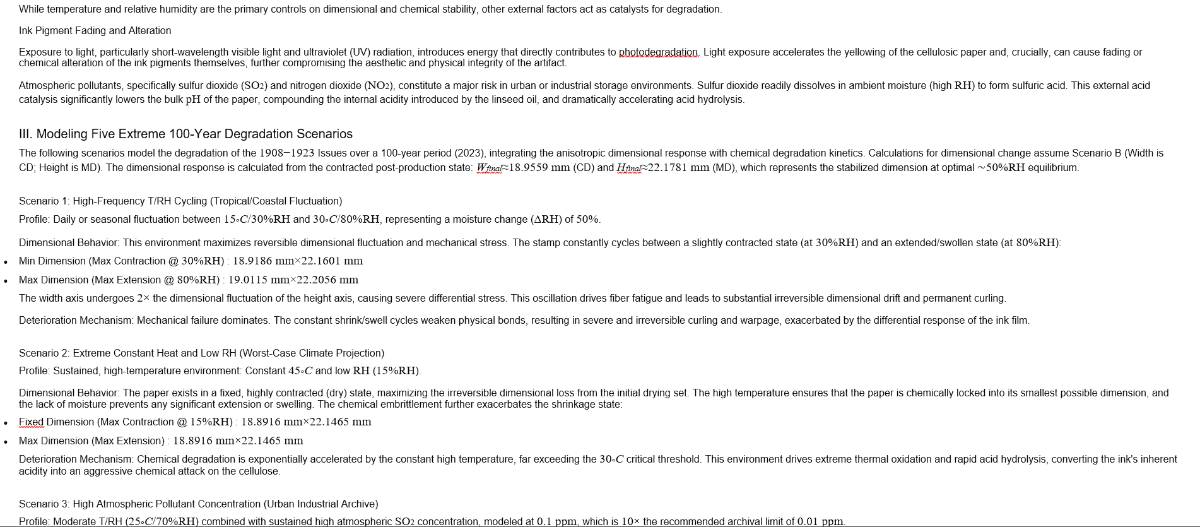 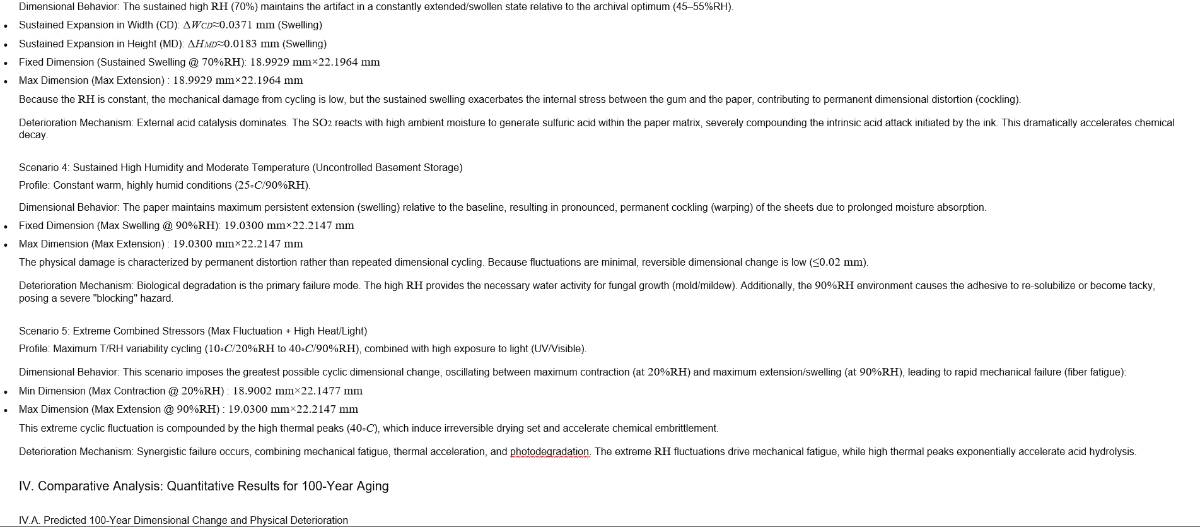 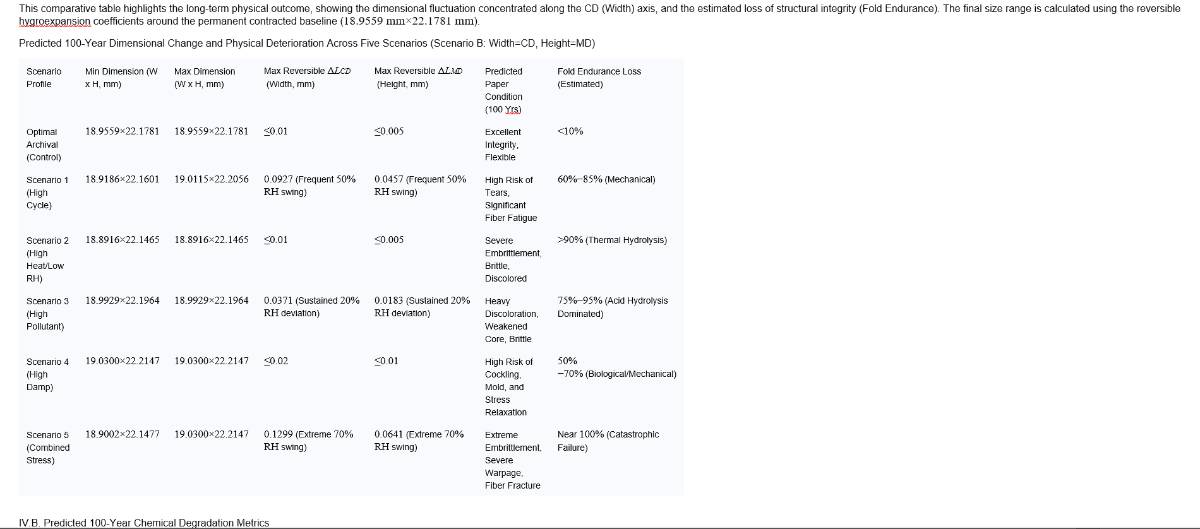 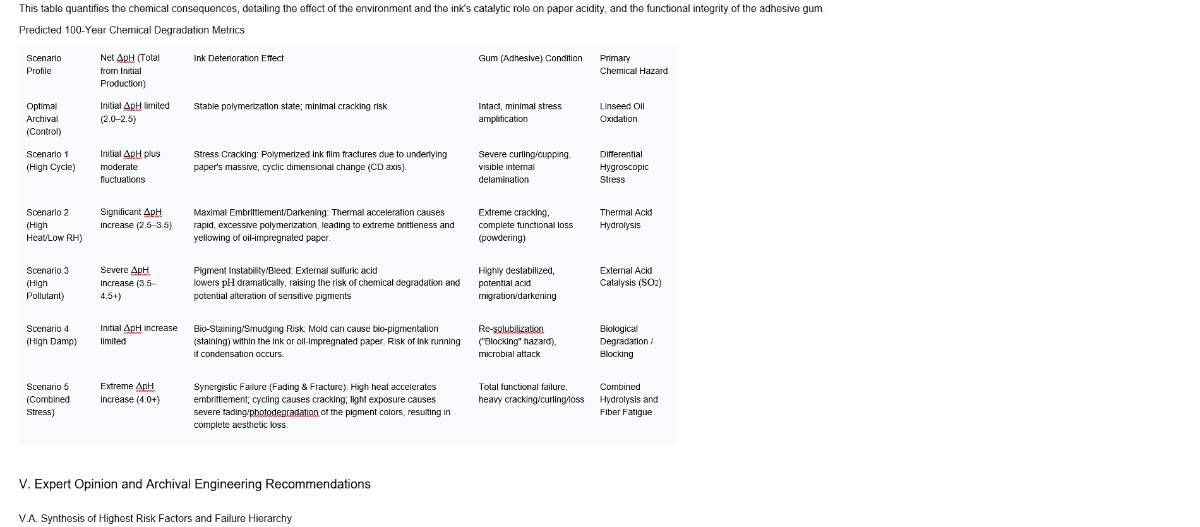 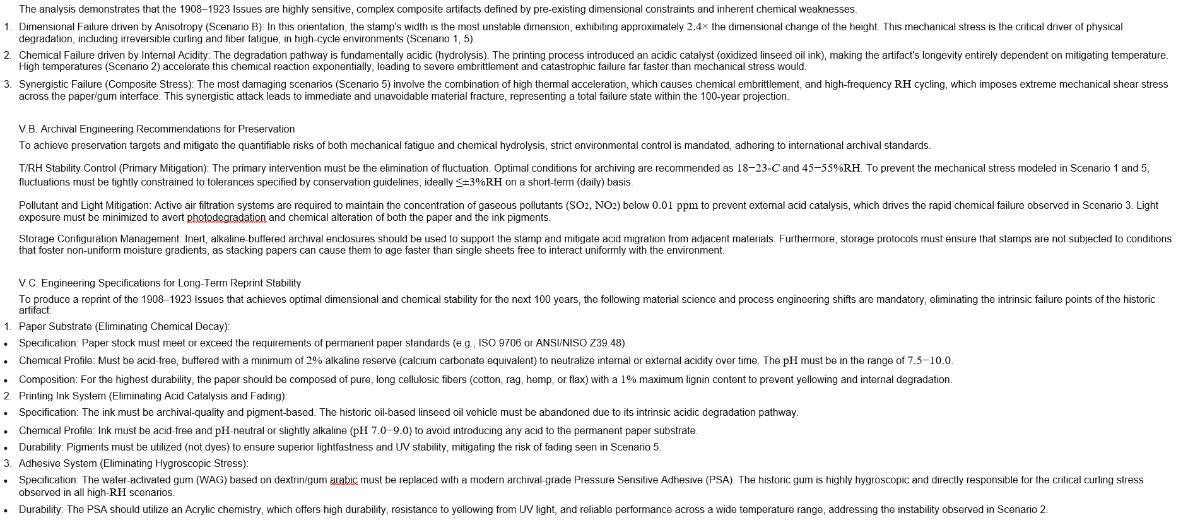  |
|
Send note to Staff
|
| Edited by Am Teck - 10/22/2025 06:19 am |
|
|
Bedrock Of The Community
United States
10667 Posts |
|
|
Why exactly would anyone expect that a100 year old production method is suddenly going to be revived? There is no benefit to producing stamps in that manner at this point. That's why no one has done so. So this all seems like a silly waste of time. |
|
Send note to Staff
|
|
|
Replies: 38 / Views: 2,975 |
|
|
To participate in the forum you must log in or register. | |
Disclaimer: While a tremendous amount of effort goes into ensuring the accuracy of the information contained in this site, Stamp Community assumes no liability for errors. Copyright 2005 - 2026 Stamp Community Family - All rights reserved worldwide. Use of any images or content on this website without prior written permission of Stamp Community or the original lender is strictly prohibited.
Privacy Policy / Terms of Use Advertise Here |
| Stamp Community Forum |
© 2007 - 2026 Stamp Community Forums |
| It took 0.25 seconds to lick this stamp. |
 |
|
|
|