| Author |
 Replies: 19 / Views: 3,113 Replies: 19 / Views: 3,113 |
|
Valued Member
United States
38 Posts |
|
|
|
The latest awesome discussion about the Cattle in Storm stamp has me thinking, with today's technology, can a reperf be definitively ID? Is that why older certs are somewhat misleading? I look at the scan of that stamp and see, to my untrained eye, that the right side looks "to perfect". The holes are crisp and minimal fiber tear out - compared to the other three sides. Which would make me think that stamp was on the outside of a sheet and the right side was a cut edge. And because, as I've read and learned, many collectors don't like or value as highly a stamp with a straight edge,it might make sense for someone to make that straight side a perf side by adding perfs. Right? How do they do that? I've heard scissors and craft knives but can you really be that exact? Is there a machine that can do it? Seems like one slip and you've screwed the stamp and yourself!!! Thoughts?
|
|
Send note to Staff
|
|
|
|
|
Moderator

United States
12330 Posts |
|
|
With a skilled machinist and good machine shop, a perforation device could be developed that produced perforations that could not be differentiated from the real thing. The saving grace is that the 'reperforators' have not spent the time and money to do this and instead have used poor quality devices. Hopefully this will never happen but I fear at some point the $$$ justification bar will be met and make it feasible to the unethical among us.
Don |
Send note to Staff 
|
|
|
Pillar Of The Community
United States
1414 Posts |
|
|
Don,
How do you know it hasn't been done? One expert once speculated that a well-known supplier of fake coils may have built a device to almost exactly replicate the action of a line perforator to create a batch of fake perf 11 watermarked Scott 461 stamps. I have some reasons to believe that this did not happen, but I can't be sure. Fake perforations made with a stroke perforator are easy to identify, but I found a couple of examples expertly enough files to be difficult to detect. I found the stamps in a large lot of unused Washington/Franklin singles from an auction house. The only tell was that the line formed by the perforation tips looked too straight compared to the other three sides. The perforation holes were clean and round except for filing the perforation tips and slightly moving the stamp raising the stroke perforator pins. Someday I will find the images again and post them. They are pictured in a presentation created for the Stamp Marketplace and Expertizing classes at the APS Summer Seminar a few years ago.
|
|
Send note to Staff
|
| Edited by cfrphoto - 03/21/2020 01:08 am |
|
|
Pillar Of The Community
3859 Posts |
|
|
All U.S. postage stamps (and many U.S. revenue stamps) with line perforated perforations were made by rotating perforating wheels with pins and holes around their circumference. This resulted in oval looking perforation holes with a slight paper adherence at the end of the trailing movement direction side of the holes. It is rather difficult to reproduce such perforating wheels accurately.  The only real pin hole wheel perforator still around is the old Rosback Pony perforator whose wheels give a philatelic gauge of around 12.5 perforations per 2 centimeters. There is one on display at the APS headquarters. They were used to perforate U.S. Scott # 536  Most reperforated stamps are done with a stroke perforator which is easier to make and use. The holes appear rounder and cleaner. An example of a stroke perforator is a very old Rosback pedal operated perforator which gives a philatelic gauge of around 11.75 perforations per 2 centimeters. This type of perforator was used to perforate some U.S. revenue stamps. |
|
Send note to Staff
|
| Edited by jogil - 03/21/2020 09:04 am |
|
|
Moderator
United States
12330 Posts |
|
|
Quote:
How do you know it hasn't been done? Clark, I assumed that if a lot of time and money had been invested in replicating a perforation machine that we would see a large number of these high quality altered stamps in the marketplace. As you stated ..."but I found a couple of examples expertly" suggests a very small number of stamps which have been reperfed at that level. Don |
|
Send note to Staff
|
|
|
Moderator
United States
12330 Posts |
|
|
Quote:
It is rather difficult to reproduce such perforating wheels accurately. Hi jogil, I agree that replicating some things is hard but if they had the technology and skill to do it 100 years ago it can certainly be done today. Most engineers do a fair amount 'reverse engineering' and replication. In my group of engineering friends, we often buy new devices and take them apart within 24 hours. In one case I watch a friend get a 'potted' (in epoxy) PCB x-rayed so he could determine the components in a new electronic device. If there is financial motivation to replicate a device then someone will do it no matter how hard it might be. Our hobby still does not have any pealable hinges so I hope that the financial motivation to replicate a line perforator is also never reached. Don |
|
Send note to Staff
|
|
|
Pillar Of The Community
3859 Posts |
|
|
Here are some drawing that were sent to me a few years ago by Brian Cannon showing perforating wheels. 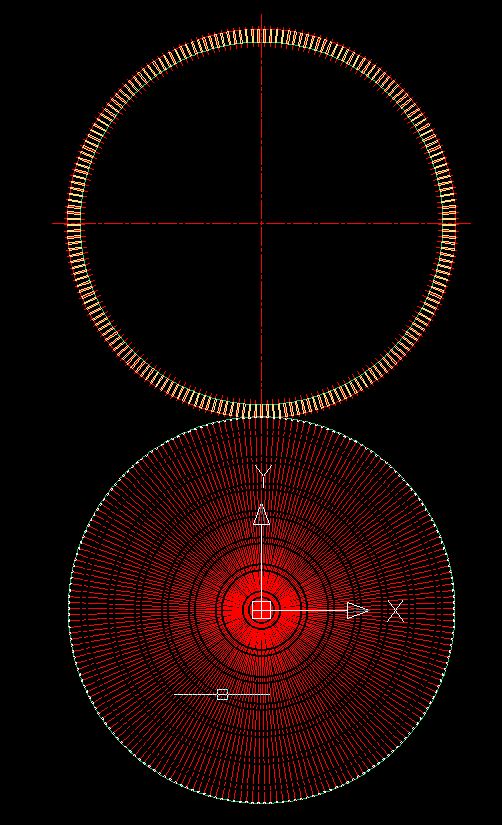 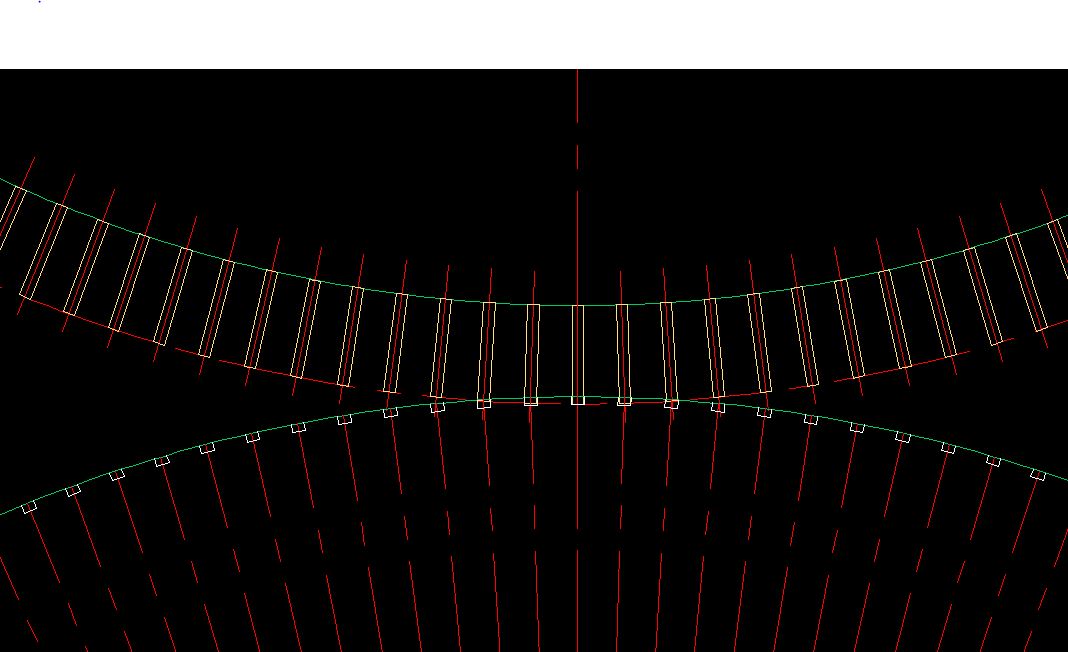 They show the precision needed in order to make matching pin and hole wheels and to make them work together. |
|
Send note to Staff
|
|
|
Moderator
United States
12330 Posts |
|
|
What I find amazing is that while Brian generated the drawing in AutoCAD, the original designer and perforator manufacturer achieved the accuracy and precision required without any software or modern tooling resources.
Don |
|
Send note to Staff
|
|
|
Pillar Of The Community
3859 Posts |
|
|
It looks like it's a trade secret to how they were able to make these perforating wheels. However, the bottom wheel in the first drawing may lead to a hint. It shows many different sized wheels fitting into the larger wheel. Thus, related proportions using a larger wheel can be used to make smaller wheels from it. This works as long as the number of pins and holes on the larger wheel are the same as the number of pins and holes on the smaller wheels. |
|
Send note to Staff
|
| Edited by jogil - 03/21/2020 11:03 am |
|
|
Valued Member
Norway
450 Posts |
|
|
51studebaker - With a skilled machinist and good machine shop, a perforation device could be developed that produced perforations that could not be differentiated from the real thing. The saving grace is that the 'reperforators' have not spent the time and money to do this and instead have used poor quality devices.
I agree with you completely, Don - it's only a question of the time and money required. In fact, I don't see why a precision desktop CNC mill couldn't be set up to cut/punch each perforation individually, with movement of the cutting device to mimic a sheet perforator. A little randomness could be added to the CNC programming so that the holes didn't look too uniform. Positioning and holding the stamp might be a challenge, but I can think of ways to do that, too. The CNC machines are getting cheap, so I just hope, as you do, that the time and effort required remains a practical hindrance.
|
|
Send note to Staff
|
|
|
Pillar Of The Community
United States
1162 Posts |
|
|
As an aside: I noticed the 2nd photo of the Rosback with "Benton Harbor" as part of the design. I am a student (still hoping to graduate from kindergarten) of the 1918-1920 Washington imperf series - Scott 531-534B. Ironically, auction catalogs are often graced with jumbos of this series, and many, many used examples from this series (yet to see a 534B, the high value of the series, but most of the other values...) cancelled with a neat Benton Harbor cds. Is this pure happenstance, or is the plethora of Benton Harbor used imperfs somehow related to Rosback, the manufacturer of the perf machines?? Wouldn't it be the height of irony if these used imperfs could be tied to Rosback?? Does anyone know? |
|
Send note to Staff
|
|
|
Pillar Of The Community
United States
692 Posts |
|
|
I suspect that most of those Benton Harbor cancels originated with the Covel Manufacturing Co. of Benton Harbor. A. W. Filstrup headed the company. He was an ardent philatelist and Covel covers grace numerous collections today. |
|
Send note to Staff
|
|
|
Pillar Of The Community

United States
1271 Posts |
|
|
mootermutt-- Stamp collector Alvin Filstrup, worked for the Covel Manufacturing co., with office directly across the street from the Rosback Co. He used imperforate, privately perforated coils (made for him by Rosback) and other issues on his company and personal mail. See Steven Belasco's book on vending and affixing machine perforations for more details. There is also a small write-up about the Covel coils in the Scott Specialized at the end on the vending and affixing machine perforation section.  |
|
Send note to Staff
|
|
|
Pillar Of The Community
United States
1179 Posts |
|
|
Pillar Of The Community
3859 Posts |
|
|
Pillar Of The Community
3859 Posts |
|
|
An example of one of the most current re-perforating methods from "First Choice International (FCI) Stamp Restoration" website is as follows:
"As an example, we have designed and manufactured our own tooling that allows us to repair perforations to 0.0001 of an inch."
"Just for example, as part of our tool inventory, we designed and manufactured a set of perforation dies consisting of 44 dies of varying spacing and an accompanying set of 22 hole punches. The perforation dies are manufactured in varying sizes starting with dies for a perforation of '7' (spacing of 0.1125 inches or 2.856mm) up to a perforation '16' (spacing of 0.0492 inches or 1.250mm). Our set of dies includes all dies as referred to by the Kiusalas USA and Canada Specialist Gauges. Sizes for our punches start at .023 inches (.711mm) in diameter up to .046 inches (1.168mm) in diameter in .001 inch (.025mm) increments."
The aforementioned shows that the stroke (bar) method of re-perforating is mostly used for stamps perforated by the rotary (wheel) method of perforating.
|
|
Send note to Staff
|
| Edited by jogil - 03/23/2020 09:25 am |
|
|
Replies: 19 / Views: 3,113 |
|











