The Canadian Bank Note Company (CBNC) Perforator at CAPEX '96 (BNA TOPICS OCT-NOV-DEC 1996/ Vol 53, No 4, WhNo 469, pgs. 57-58)
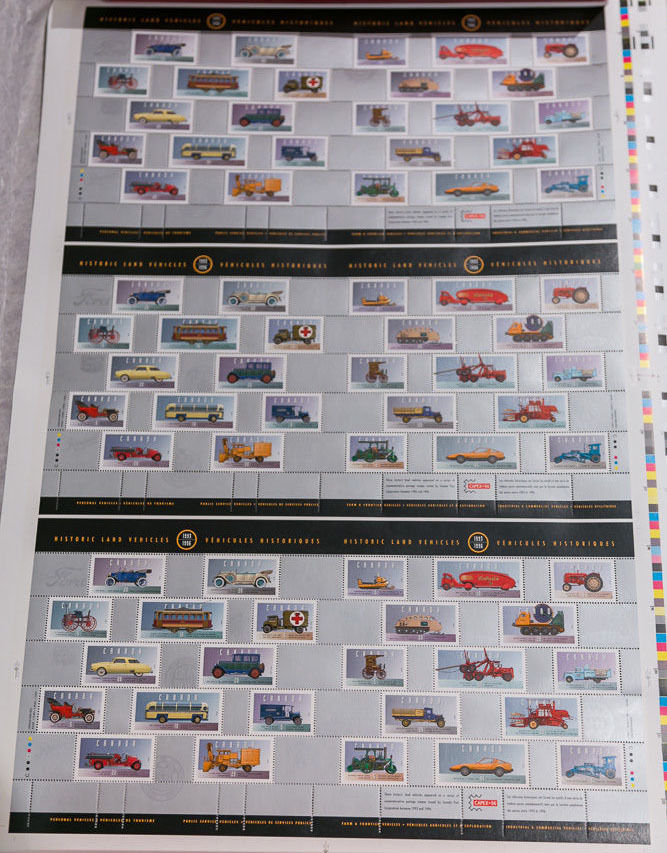
The Canadian Bank Note Company brought one of their modern working perforators to Toronto for CAPEX '96. It was displayed and operated in the "Get Rolling with Stamps" exhibit in order to show how modern postage stamps are perforated. During demonstrations, the perforator was perforating large uncut sheets which consisted of 3 small panes of 25 vehicle stamps which were issued by
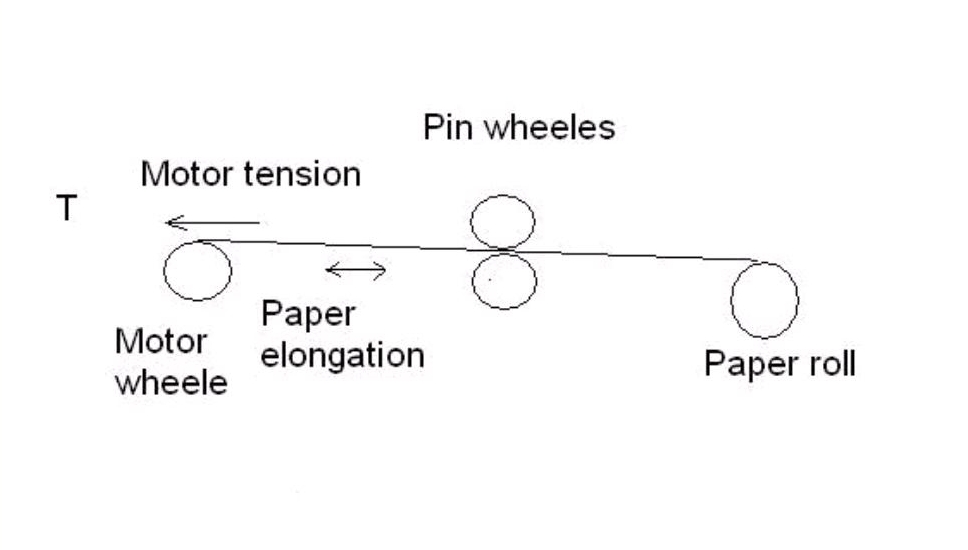
Canada Post for CAPEX '96. The perforating machine was a stroke comb perforator that was automatically set and controlled by a computer. In one feed, it could perforate up to 5 full sheets stacked together on each other which amounts to 15 small panes with 25 vehicle stamps in each. Also, it took 9 comb strokes across a large uncut sheet in order to have perforated all of the stamps on it.
The operator of the machine stated that the distance between the centers of the holes on the perforating plate was 1.5 mm and that the size of the holes on the perforating plate was 1.0 mm across. This works out to 13 1/3 (13.33) perforations per 2.00 cm, which is not inconsistent with the 13+ measurement that Canada Post states in their stamp information literature. Also, this is close to a Kiusalas measurement of 59 thousandths of an inch (0.059") between holes and an imperial perforation measurement of 16 15/16 perforations per inch. The perforating machine operator was giving out samples of blank unprinted yellow paper that was perforated by the machine. Also, Canadian Bank Note Company prepared and distributed at the show a small card and calendar with a picture of a vehicle stamp that was perforated with the same measurements that the machine had. This live demonstration of how modern stamps are perforated by Canadian Bank Note was both educational and entertaining to all who stopped by the exhibit during the CAPEX '96 stamp show in Toronto, Ontario, Canada.
From the above information which was obtained from the operator of the Canadian Bank Note Company perforator at the CAPEX '96 stamp show, one might conclude that modern perforating machines are made using metric measurements instead of Imperial measurements which were used to make older perforators. However, this still may not be the case as revealed by a closer examination of the actual measurements of the perforator and the stamps that were perforated by it.
With regards to the machine, there are two perforation plates that can be removed and changed for other plates, but the operator cannot set the distance between perforations automatically because these plates are already drilled with holes at a preset distance that remains unchanged for those plates. One plate has holes on it and the other has pins on it. The only thing that the operator can do is pull out unwanted pins to control the pattern of the rows of perforations from the perforating plate. The perforating plates are drilled and usually have tolerances of ten-thousandths of an inch [1].
For a stroke perforator, the most accurate method of measuring stamp perforations, if possible, is to take direct measurements off the perforating machine by measuring the perforating plate with the holes on it. My measurements were carried out to the nearest 1/32". Thus the uncertainty in the measurement (assuming my ruler was accurate) was approximately ± 0.02". On the plate with the holes on it there were 235 holes in a horizontal length of 14 25/32'', and there were 36 holes in a vertical length of 2 5/32". When rounded to the nearest ten-thousandth of an inch, this is (0.0629 ± 0.000 I)" between holes horizontally by (0.0599 ± 0.0004)" between holes vertically. In metric measure, these would be (I .598 ± 0.002) mm by ( 1.521 ± 0.011 ) mm.
In terms usually used for philatelic descriptions, this is about 12.52 perforations per 2.00 cm horizontally by about 13.15 perforations per 2.00 cm vertically.
In most cases, one can also obtain these exact same measurements by directly measuring fully perforated stamp sheets from the stroke perforators.
When examining the perforation measurements of the vehicle stamps using an "Instanta" perforation gauge, one gets about 12.50 perforations per 2.00 cm horizontally by about 13.10 perforations per 2.00 cm vertically. On an Imperial perforation scale this is about 15 7/8 holes per inch horizontally by about 16 5/8 holes per inch vertically. On the Kiusalas perforation gauge this is again about 63 thousandths of an inch (0.063") between holes horizontally by about 60 thousandths of an inch (0.060") between holes vertically. I also took measurements off of the yellow paper, and I took them many times. To double check, I also took measurements with a perforation gauge several times to make sure I was correct. The evidence is not conclusive, and it is not clear whether modem perforators are being constructed based on metric measurements, or if they are still being produced using the older Imperial system of measurements.
Reference [I] Bergstron, Robin P., "Drilling Precision Stamp Cylinders at NBS," Manufacturing Engmeer, April1984, pp. 76-79.