First thing that I noticed was that the stamp is less than 11.25. If you look at the alignment of the of the white horizontal lines they line up in the center of the perf web at the top of the image and are on the inboard edge at the bottom of the image. So the perf actually is between 11 and 11.25.
There is a difference in the variation of perforation spacing in regards to feed perforations and cross perforations.
A little info on perforations. The first perforation machines were designed for flat plate printing where a sheet of normally 100 to 400 stamps was perforated. With U.S. stamps, a rotary perforator was used. The sheets were fed one at a time through the machine which would perforate one direction only (vertical or horizontal). The sheets were then rotated 90 degrees and passed through a second perforator to finish the other direction. Coil stamps were only perforated in one direction.
The rotary perforator maintained very accurate spacing since the perf pins passed through a bottom guide and more than one pin was in partial engagement at a time.
An early rotary perforator is shown below.
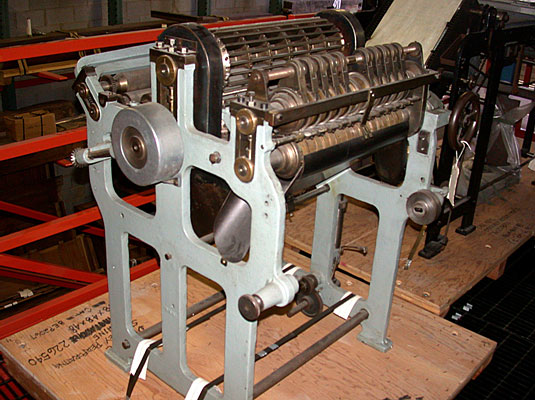
A close-up of the pins and guide is shown below

As you can see this arrangement will maintain very good spacing.
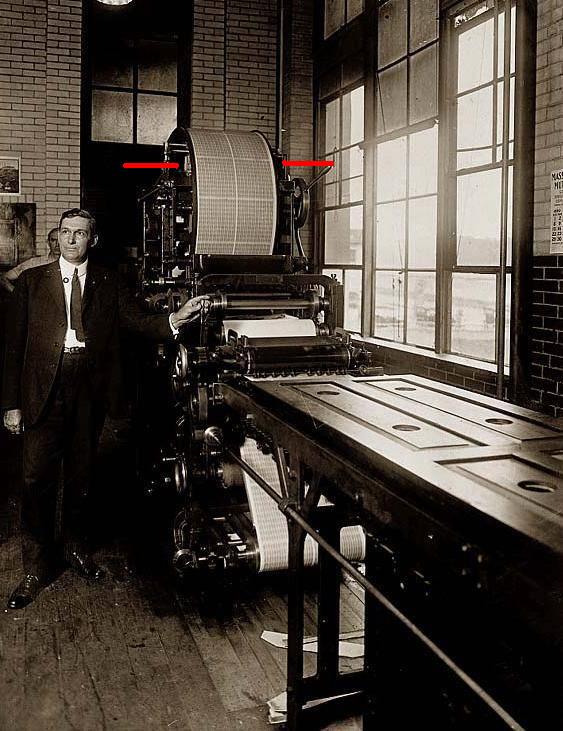
The stamp in question is a rotary press printing which is done quite differently. The fourth Bureau rotary press stamps were all printed on the second generation Stickney press. The second generation press is shown below (with Benjamin Stickney standing to the side) and the location of the 2 perforators is shown with the red line.
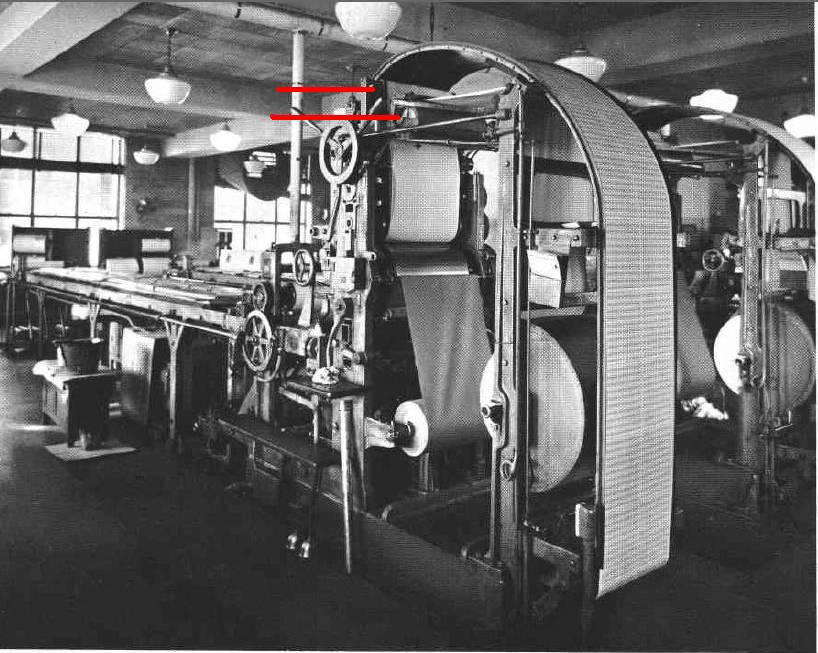
It is had to see the perforators as they are covered by the stamp guide bridge. Below is a better view from the larger rotary used on the 1938 presidentials. Perforators are indicated by red lines.
The perforation process occurs on the continuously moving printed stamp web. The feed direction perfs (10.5 perf) on the long dimension is done much the way it was on the old rotary perforator with the guides. The cross perforations (11 perf) are only applied across the top or bottom of the stamp and is not continuous as the sides are. To facilitae this process without damaging the printed web a slightly greater amount of "float" is applied to the perforation. This causes greater variance on the cross perforations on the rotary press stamps.
I hope this helps in understanding the slight differences in the perf measurements.













